V průmyslu existuje v obecné rovině shoda v tom, že PULL výrobní systémy jsou ve většině případů lepší než PUSH výrobní systémy. Nejznámějším způsobem k dosažení PULL systému je využívání systému Kanban.
(Přeloženo z originálu “Basics of CONWIP Systems (Constant Work in Progress)”, autorem je Christoph Roser na blogu www.allaboutlean.com)
Myšlenka Kanbanu je tak často používána v PULL výrobním systému, že se tyto dva pojmy stávají synonymy. Existují však dva způsoby, jak je možné implementovat PULL systém. Tím druhým způsobem je CONWIP, z anglického Constant Work in Progress, což je systém stálé rozpracované výroby, který byl vyvinut Markem Spearmanem a Wallacem Hoppem v roce 1990. Tomuto tématu se budu věnovat v několika příspěvcích, ve kterých bych vám rád objasnil detaily CONWIPu, jeho podobnosti i rozdílnosti vzhledem ke Kanbanu, stejně jako jeho výhody a nevýhody.
Kanban
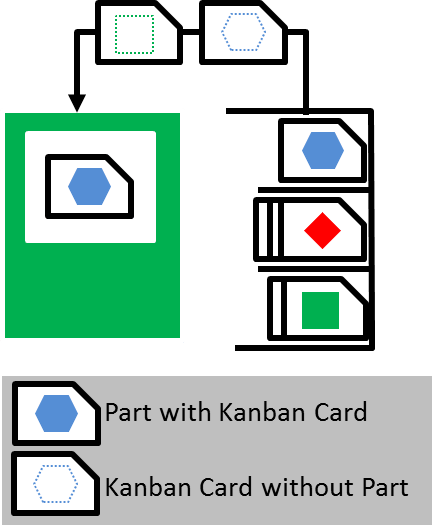
Jedná se o kontrolní a výrobní systém, který byl vyvinut v Japonsku a jehož jméno je založeno na kartách, kterou jsou v tomto systému využívány. Existuje omezené množství karet. Každá karta představuje určitý typ dílu a jeho určité množství. Kanban karta může být jak k dílu připojena, tak od něj i oddělena. Každému typu dílu (a jeho množství) však musí být přiřazena karta.
Fungování systému je možné si ukázat na příkladu. Předpokládejte, že máte na skladě několik produktů typu „A‘“ a ke každému z nich je přiřazena Kanban karta. Když si někdo jeden z těchto produktů ze skladu vezme, karta se z dílu odebere a pošle do výroby (resp. do předchozího procesu), kvůli dodání dalšího (v současné chvíli chybějícího) kusu tohoto typu dílu. Tato karta nyní představuje objednávku pro předcházející procesy. Po zajištění daného dílu se karta vždy vrací i s daným dílem zpět. Tímto způsobem lze Kanban systém popsat nejjednodušeji. Dále je samozřejmě potřebné řešit i jiné aspekty, jako např. kolik používat karet, jak priorizovat, seskupovat a využívat FIFO a princip supermarketu.
CONWIP
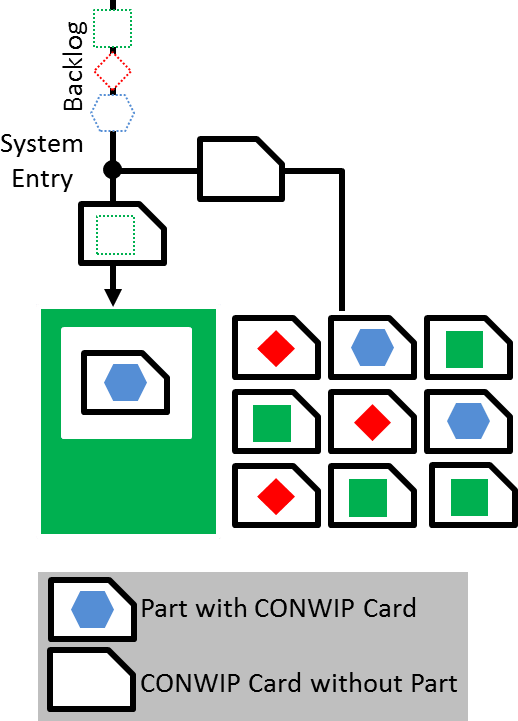
CONWIP je velmi podobný systému Kanban. Teda až na ten rozdíl, že CONWIP karta není vztažena ke konkrétnímu typu dílu, ale pouze ke konkrétnímu množství. V tomto systému tedy není karta vázána pouze ke konkrétnímu výrobku či dílu. Pokud by v tomto systému byl ze skladu odebrán opět produkt typu „A“, karta by z tohoto produktu byla odebrána a zaslána na úplný začátek procesu, kde by k ní byl z rozpracovaných zakázek přirazen požadavek na nějaký produkt, který nemusí být nutně stejný jako typ „A“. Rozpracované zakázky představují seznam zakázek, které musí být zpracovány, resp. vyrobeny. Příchozí prázdné CONWIP kartě je okamžitě přiřazena první (nejvíce prioritní) zakázka z tohoto seznamu. V tomto systému prázdná příchozí karta znamená volnou disponibilní kapacitu a seznam rozpracovaných udává, na jakou zakázku je možné tuto kapacitu využít. CONWIP je tedy podobný Kanban systému, až tedy na to, že díly jsou přiřazovány dle urgentnosti pouze na základě seznamu zakázek, vždy jen prázdné kartě a jen na zpáteční cestě karty od posledního pracoviště.
Spojení seznamu zakázek s CONWIP kartou
CONWIP karta standardně nezahrnuje sériové číslo dílu. Díl k výrobě je definován příchodem CONWIP karty na začátek procesu, kde tato karta přichází do kontaktu s vysílanými požadavky ze seznamu zakázek, které mají být zpracovány. Tento seznam je seřazen dle celkových priorit výrobního systému, tzn. nejvíce urgentní zakázky budou zařazeny do výroby jako první, ihned po příchodu prázdné karty k místu přidělování požadavků. Podmínkou je samozřejmě mít k dispozici nejen výrobní, ale i materiálové kapacity. Mnoho autorů doporučuje si na karty značit datum a čas připojení požadavku ke kartě, což pomáhá určitě čas propustnosti a výrobní sekvenci. Dále byste se také měli zabývat tím, co se stane s kartou po několika kolech, zda máte dostatek prostoru pro hodně vstupních požadavků anebo kdy nahradit jednu kartu za novou, což je proveditelné. Pokud však nemáte pro výrobu potřebný materiál, není nutné ani začít vyrábět.
Sekvence dle seznamu zakázek
V každém případě ale někdo musí určovat sekvenci zakázek v seznamu zakázek přiřazovaných ke CONWIP kartám dle urgentnosti. Spearman doporučuje k tomu využívat výrobní pracovníky či pracovníky kontrolující zásoby. Obecně bych řekl, že by se mělo jednat o pracovníky, kteří mají největší povědomí o urgentnosti jednotlivých zakázek, což by s největší pravděpodobností mohl být plánovač či nadřízený pracovník výroby. V moderní výrobě bude tato sekvence pravděpodobně primárně založena na datech z MRP v kombinaci s dodatečnými informacemi získanými skrze telefonickou či emailovou komunikaci.
Důležité je si zapamatovat, že tato sekvence je proměnlivá a není tedy striktně závislá na jejím prvním zpracování. Musíte si uvědomit, že výrobní systém se velmi často mění, jelikož do něj stále přicházejí nové informace a podněty. Jedná se o živý organismus. Zákazníci mohou objednávat různě velké zakázky a také je rušit, stejně jako nemusí být k dispozici potřebný materiál, resp. se jeho dostupnost v průběhu času mění
Shrnutí
Ve zkratce lze říct, že CONWIP systém je jako Kanban, jen bez uvedení sériových či výrobních čísel na kartách, protože ke kartě není striktně přiřazen pouze jeden typ výrobku či dílu. Tyto jsou navíc přiřazovány výrobě na základě požadovaných zakázek a jejich urgentnosti. V dalších příspěvcích se na CONWIP podívám trochu více zblízka a odpovím na několik často pokládaných otázek ohledně tohoto systému. V každém případě shledávám CONWIP jako přínosný, především pro výrobu na zakázku/objednávku. Doufám, že se vám tento příspěvek líbil, takže teď už můžete jít zlepšovat vaše procesy!
Přeloženo z příspěvku: Basics of CONWIP Systems (Constant Work in Progress)
Autor: Prof. Dr. Christoph Roser
Přeložil: Pavel Ondra